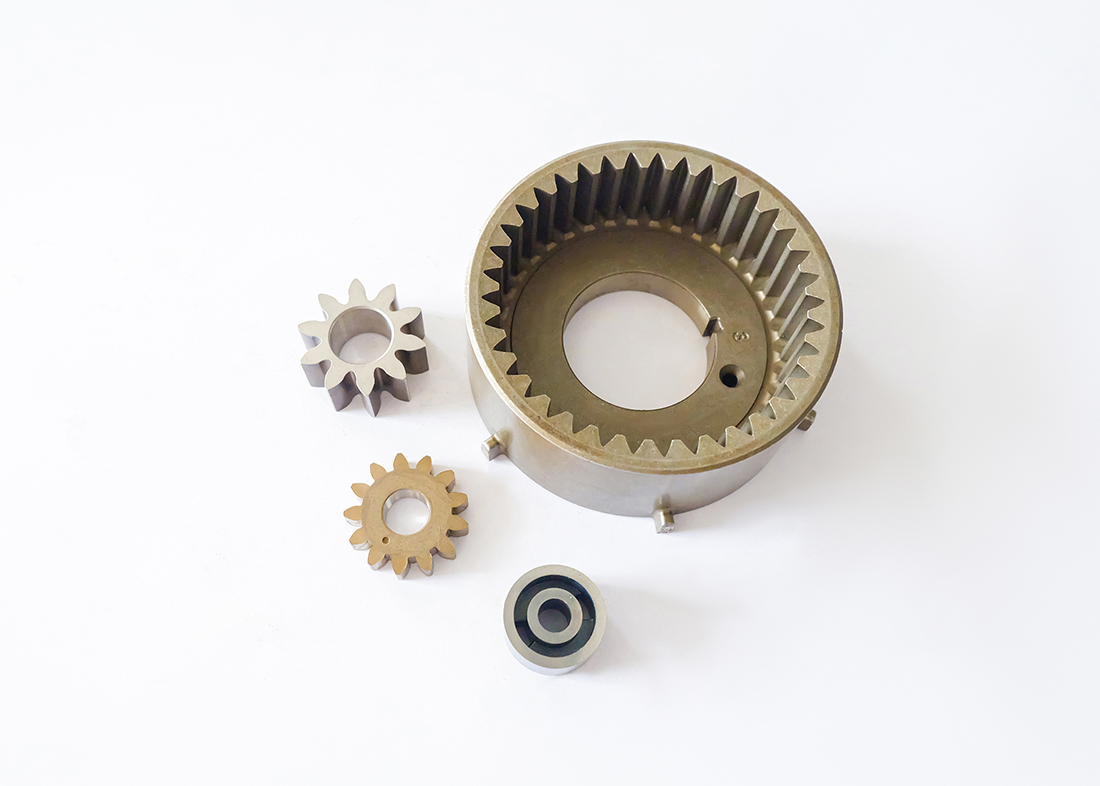
分享機(jī)械零件為什么要進(jìn)行熱處理
為使金屬工件具有所需要的力學(xué)性能���、物理性能和化學(xué)性能,除合理選用材料和各種成形工藝外��,熱處理工藝往往是不能少的���。鋼鐵是機(jī)械工業(yè)中應(yīng)用Z廣的材料��,鋼鐵顯微組織復(fù)雜�,可以通過熱處理予以控制����,所以鋼鐵的熱處理是金屬熱處理的主要內(nèi)容。另外����,鋁、銅、鎂�、鈦等及其合金也都可以通過熱處理改變其力學(xué)、物理和化學(xué)性能��,以獲得不同的使用性能�����。



 微信號:
微信號:




 網(wǎng)站首頁
網(wǎng)站首頁
 產(chǎn)品中心
產(chǎn)品中心
 添加微信
添加微信
 電話咨詢
電話咨詢