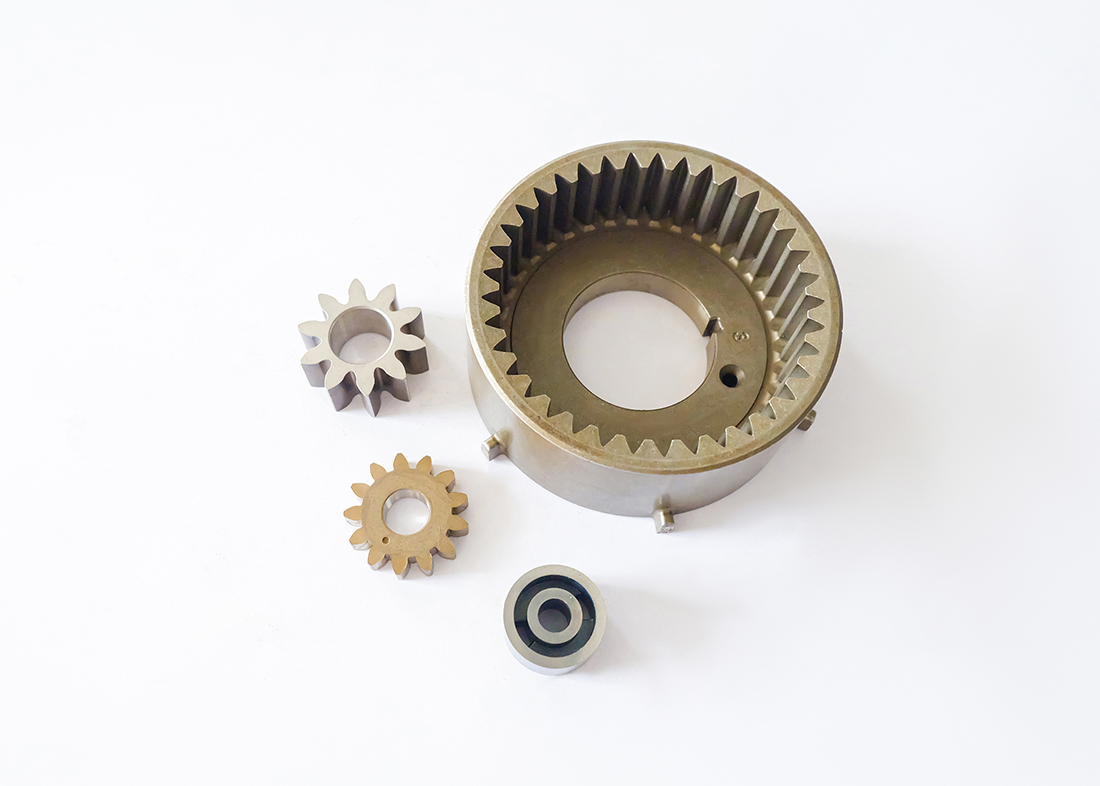
粉末冶金零件的燒結(jié)溫度
粉末冶金(PM)將金屬粉末與金屬粉末或金屬粉末與非金屬粉末按需要的比例混合后在模腔內(nèi)壓制成型���,然后經(jīng)過(guò)燒結(jié)和精整成為粉末冶金機(jī)械零件的工藝。它是一種節(jié)材��、節(jié)能��、投資少、見(jiàn)效快�、沒(méi)有污染�����、適合大批生產(chǎn)的少����、無(wú)切削、高效金屬成型工藝�����,已經(jīng)在汽車(chē)�����、摩托車(chē)���、農(nóng)機(jī)生產(chǎn)等行業(yè)中得到了廣泛的應(yīng)用����,尤其在汽車(chē)工業(yè)中受到了特別的重視�。近年來(lái)����,使用粉末冶金(PM)工藝制造的應(yīng)用于汽車(chē)動(dòng)力系統(tǒng)的零件在持續(xù)增�����,是由于PM工藝制造的零件有許多重要獨(dú)特的優(yōu)點(diǎn)���,它能降低成本���、改進(jìn)使用性能、減輕零件的重量及保護(hù)環(huán)境���。



 微信號(hào):
微信號(hào):




 網(wǎng)站首頁(yè)
網(wǎng)站首頁(yè)
 產(chǎn)品中心
產(chǎn)品中心
 添加微信
添加微信
 電話咨詢
電話咨詢